

Procesos certificados y control de calidad
Aplicamos controles rigurosos en cada etapa del proceso productivo, respaldados por estándares internacionales que garantizan la calidad e inocuidad de nuestros productos.
Solicitar cotización
Aplicamos controles rigurosos en cada etapa del proceso productivo, respaldados por estándares internacionales que garantizan la calidad e inocuidad de nuestros productos.
Solicitar cotización
A su llegada, la materia prima se transporta a la planta en vehículos, donde se almacena en tanques de plástico con pescado y hielo a una temperatura no superior a 4 °C si han transcurrido más de 8 horas desde la captura.
El producto se califica y se codifica con el número de lote correspondiente.
Se realiza un análisis organoléptico para clasificar el producto en una de cuatro categorías según una tabla específica.




El producto se recolecta aleatoriamente de diferentes partes del camión para su respectivo análisis de histamina mediante el método micro-ELISA. Si el resultado supera 10 ppm, se rechaza; de lo contrario, se envía a procesamiento.
Una vez que el pescado alcanza una temperatura inferior a 4,4 °C, se transporta en contenedores mediante montacargas hasta la zona de producción.
Se distribuye sobre mesas metálicas para su correcto rallado.
En este proceso, el pescado se clasifica por tamaño según la especie que ingresa a la planta.




Los residuos resultantes se colocan en cajones grises y luego se llevan a la sala de subproductos para evitar su acumulación y contaminación en la sala de procesamiento.
Una vez finalizado el proceso, cada proveedor pesquero se lleva el subproducto.
Una vez clasificado el producto por tamaño, se coloca en bandejas de plástico o cajones calados.
En este proceso, el peso de cada bandeja oscila entre 10,4 y 10,7 kg.




El producto se sumerge en agua helada a 0 °C.
Se coloca en bandejas o cajones de plástico.
Las piezas se colocan en moldes protegidos por una lámina de plástico, evitando el contacto directo con el metal.
Se introducen en carros para ingresar a los túneles de congelación hasta alcanzar una temperatura mínima de -18 °C en un tiempo máximo de 10 horas.



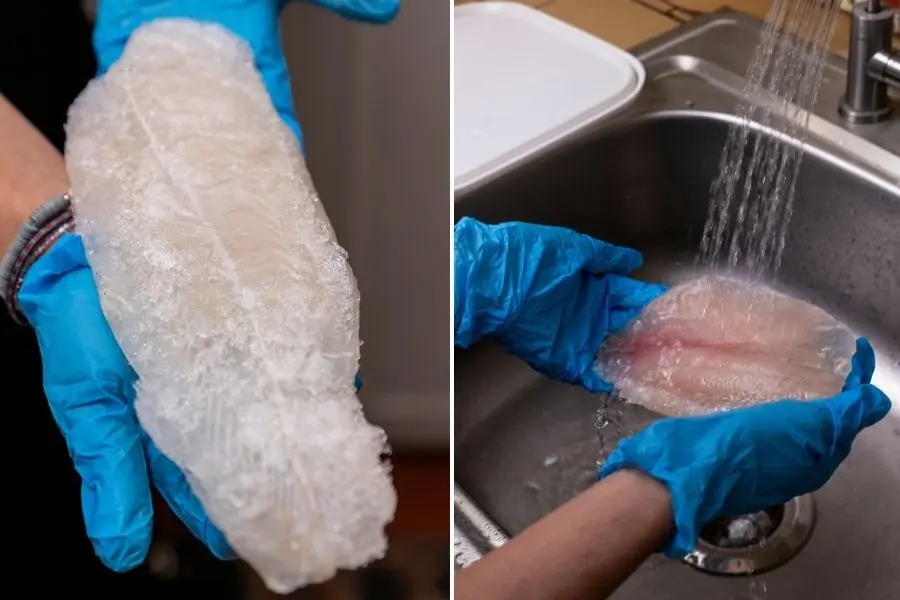
Antes del envasado, se realiza el glaseado, que consiste en sumergir el pescado en agua a 0 °C durante 2-3 segundos.
Esta agua mantiene un cloro residual de 1,5 ppm, tras confirmar el peso del producto o según especificaciones del cliente.
Se realiza en cajas de cartón, fundas plásticas o bolsas atadas, dependiendo de las especificaciones del cliente.




Una vez embaladas, las cajas se colocan por lotes en cámaras de mantenimiento de producto terminado.
Permanecen a una temperatura inferior a -18 °C hasta su expedición.
Antes de estibar las cajas en un vehículo o contenedor, se verifica la limpieza y desinfección del medio de transporte.
Tras confirmar el cumplimiento de las especificaciones, se emite la orden de estiba.











